In daily metal cap production, most manufacturers focus heavily on threading accuracy, yet easily neglect the coordination of edge flanging procedures, from our decades of manufacturing experience with aluminum threaded caps and anti-theft caps, we've found that most subtle leakage and loose-cap issues in high-pressure bottles come from mismatched flanging and threading, instead of raw material flaws.
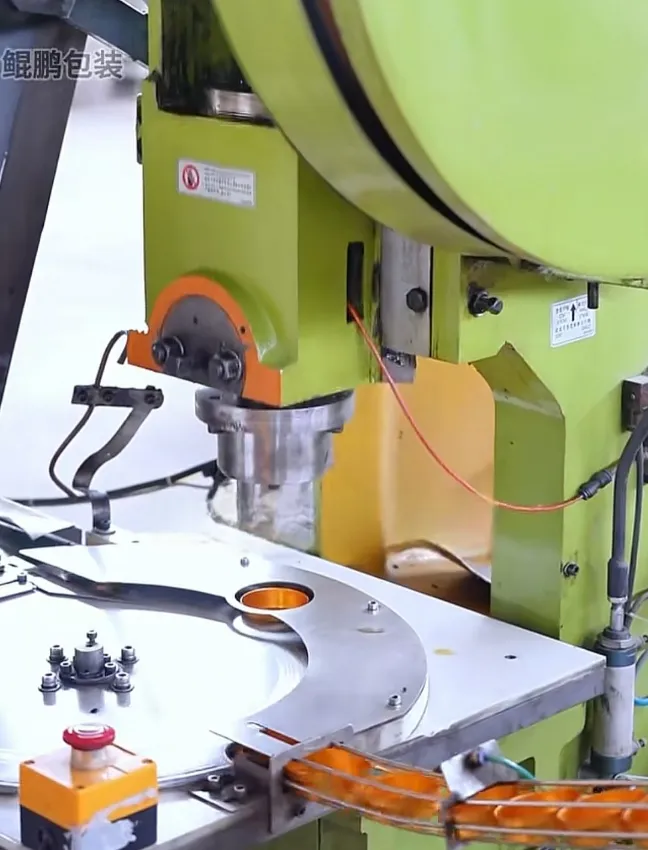
Flanging quality directly determines a cap's fitting tightness and pressure resistance, when flanging and threading processes operate in sync, the finished cap edge maintains consistent forming accuracy, with tolerance stably controlled within ±0.03mm. This lets the cap perfectly attach to the bottleneck shoulder without uneven gaps.
Carbonated beverage bottles usually bear internal pressure ranging from 0.3MPa to 0.6MPa during transit and shelf storage, caps produced with separated processing steps often fail to withstand continuous pressure, leading to slippage and liquid leakage.

The synchronized flanging and threading design on our cap processing equipment fixes this common industry pain point, it improves the overall structural uniformity of finished caps, noticeably boosting leak-proof performance and pressure tolerance, in practical client production tests, this optimized process cuts high-pressure packaging defective rates by roughly 15%.
We always insist on process matching rather than single-part precision, this down-to-earth design adapts well to mass commercial production, helping packaging factories yield more stable and qualified metal bottle caps.
- English
- Français
- Deutsch
- 日本語
- Italiano
- Español
- Português
- русский
- українська
- Български
- Türkçe
- Lietuvių
- 한국어
- Eesti
- bosanski
- Nederlands
- Svenska
- Čeština
- O'zbek
- Indonesia
- magyar
- dansk
- Melayu
- Català
- עברית
- Malti
- slovenčina
- slovenščina
- Cymraeg
- Norsk
- فارسی
- hrvatski
- Srbija jezik (latinica)
- Polski
- Kreyòl Ayisyen
- Gaeilgenah Éireann
- عربي
- ไทย
- Bai Miaowen
- suomi
- Latviešu
- íslenska
- اردو
- Việt Nam
- Ελληνικά
- हिंदी
- România limbi
- বাংলা





